|
鍍鋅板點焊機的焊接工藝技術介紹!
鍍鋅板點焊機適用于:碳鋼板和不銹鋼板的點焊,凸焊,鐵線制品、汽車零部件、不銹鋼制品、低壓電器、五金燈飾、餐廚用具、小家電、小五金等。
鍍鋅板點焊機性能特點:
氣動式交流脈沖式點焊機可焊接鐵及不銹綱,鍍鋅板等金屬,適合各類型五金制品。熔接電流強而有力,準確的電流控制,以配合不同厚度產品之焊接,采用數字集成電路控制,工作穩定可靠。上海佳湖焊接設備為大家介紹一下鍍鋅板點焊機焊接工藝技術!

焊接電流是影響析熱的主要因素,析熱量與電流的平方成正比。隨著焊接電流增大,熔核的尺寸或焊透率A是增加的。在正常情況下,焊接區的電流密度應有一個合理的上、下限。低于下限時,熱量過小,不能形成熔核;高于上限,加熱速度過快,會發生飛濺,使焊點質量下降。
但是,當電極力增大時,產生飛濺的焊接電流上限值也增大。在生產中當電極力給定時,通過調節焊接電流,使其稍低于飛濺電流值,焊接電流脈沖形狀及電流的波形對焊接質量有一定的影響。從工藝上看,焊接電流波形陡升與陡降會因加熱和冷卻速度過快而引起飛濺或熔核內部產生收縮性缺陷。具有緩升與緩降的電流脈沖和波形,則有預熱與緩冷作用,可有效地減少或防止飛濺與內部收縮性缺陷。因此,調節脈沖的形狀、大小和次數,都可以改善接頭的組織與性能。
焊接時間是指電流脈沖持續時間,它既影響析熱又影響散熱。在規定焊接時間內,焊接區析出的熱量除部分散失外,將逐漸積累,用于加熱焊接區使熔核逐漸擴大到所需的尺寸。
所以焊接時間對熔核尺寸的影響也與焊接電流的影響基本相似,焊接時間增加,熔核尺寸隨之擴大,但過長的焊接時間就會引起焊接區過熱、飛濺和搭邊壓潰等。通常是按焊件材料的物理性能、厚度,焊機容量、焊前表面狀態及對焊接質量的要求等確定通電時間長短。鍍鋅板點焊機的焊接工藝介紹主要有焊接電流IW、焊接時間tW、電桿和電極工作面尺寸de等。它們之間密切相關,而且可在相當大的范圍內變化來控制焊點的質量。
上海佳湖焊接設備先來參考這兩個技術參數。
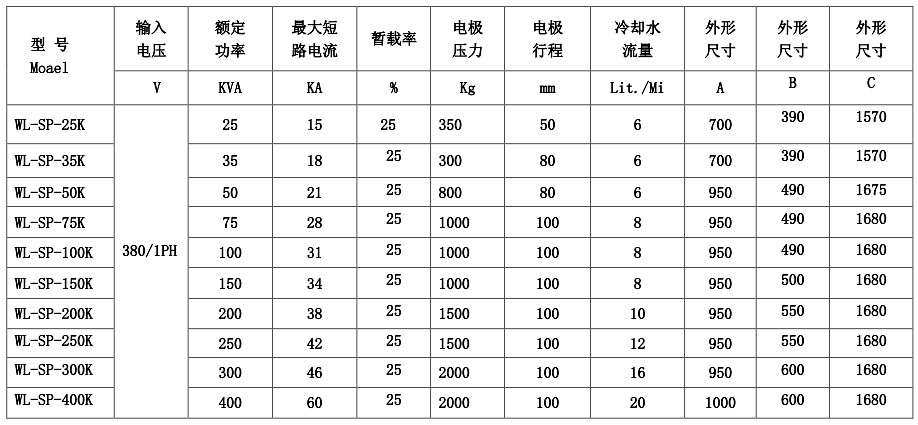
需要了解關于點焊機、碰焊機可咨詢021-39126095上海佳湖焊接設備有限公司提供焊接設備和焊接工藝解決方案,供應標準化設備和自動化的焊接設備以及技術指導,并可以為客戶提供現場安裝調試,培訓,定期設備維護等。
|





